
- Ako vybrať elektródy na invertorové zváranie
- Ako vybrať priemer elektródy, ako ju pripojiť a akú silu prúdu nastaviť
- Držiaky elektród
Pomôžte rozvoju stránky a zdieľajte článok s priateľmi!
Pre začínajúceho zvárača môže byť výber elektród problém: existuje viac ako dvesto značiek s rôznymi vlastnosťami, účelmi a charakteristikami. Okrem toho je asi 100 značiek vhodných na manuálne oblúkové elektrické zváranie s invertorovými zariadeniami. Nie je možné povedať o všetkých, áno, na začiatok, a nie je to potrebné. Poďme si len stručne popísať hlavné typy a ktoré elektródy na zváranie invertorom sú pre začiatočníkov vhodnejšie ako iné. Povieme si tiež, aký priemer odobrať a aký prúd nastaviť na zváranie kovu rôznych hrúbok.
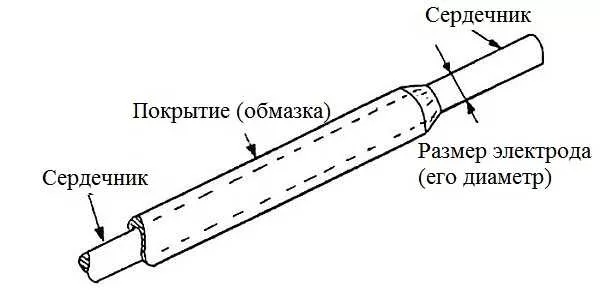
Čo je elektróda a na čo slúži povlakElektróda je kus kovového drôtu so špeciálnym povlakom - povlakom. Počas zvárania sa jadro roztaví z teploty oblúka. Povlak zároveň horí a roztápa sa, čím vzniká okolo zvarovej oblasti – zvarového kúpeľa – ochranný plynový oblak. Blokuje prístup kyslíka obsiahnutého vo vzduchu. Počas spaľovania povlaku prechádza jeho časť do kvapalného stavu a pokrýva roztavený kov tenkou vrstvou, ktorá ho tiež chráni pred interakciou s kyslíkom. Takže povlak zaisťuje dobrú kvalitu švu.
Každá elektróda sa pred zváraním skontroluje: povlak by nemal byť odštiepený. V opačnom prípade nedosiahnete rovnomerné zahrievanie a kvalitný šev. Dávajte pozor aj na hrot elektródy: hrúbka povlaku by mala byť na všetkých stranách rovnaká. Potom oblúk vyjde v strede. V opačnom prípade sa presunie. Pre skúsených zváračov to nie je strašidelné, ale pre začiatočníkov to môže spôsobiť hmatateľné problémy.
Je potrebné sledovať vlhkosť náteru. Niektoré z nich sa pri vysokej vlhkosti veľmi zle zapaľujú (napríklad SSSI). V súvislosti s takouto „rozmarnosťou“ náteru sa musia skladovať na suchom mieste, ak je to možné, so vzduchotesným obalom. Krabičku môžete vložiť do vrecúška a dať tam aj pár vrecúšok soli, ktoré sú v krabiciach od topánok.
Nekupujte mokré elektródy: môžete ich, samozrejme, vysušiť, ale ich výkon sa zníži. Ak by sa predsa len stalo, že elektródy zvlhli, možno ich sušiť v bežnej domácej peci pri nízkych teplotách (zvyčajne sú uvedené na obale). Druhý spôsob je dať ho na dlhší čas do suchého, dobre vetraného priestoru.

Typy náterov a ich vlastnosti
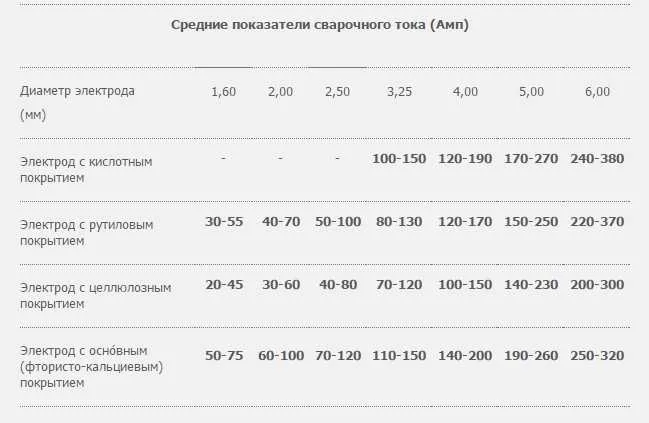
Existujú iba štyri typy náterov:
- Hlavné.
- Rutile.
- Kyslé.
- Vazba.
Základné (SSSI) a celulózové povlaky sú vhodné len na zváranie jednosmerným prúdom. Môžu byť použité na kritické švy: vytvárajú silný, elastický šev, ktorý je odolný voči nárazovému zaťaženiu.

Ďalšie dva (rutilové a kyslé) môžu pracovať so zváraním AC aj DC. Ale kyslý povlak je veľmi toxický: v interiéri môžete pracovať iba vtedy, ak je pracovisko vybavené núteným odsávaním.
Rutilový povlak má zelenkastý alebo modrý odtieň, elektródy sa ľahko zapália. Dobre sa zapaľujú, aj keď má invertor nízke napätie naprázdno (pre spoľahlivé zapálenie hlavného povlaku je potrebná dobrá voltampérová charakteristika, ako si vybrať invertorovú zváračku, prečítajte si tu.). Pri zváraní rutilovými elektródami (MP-3) kov takmer nestrieka, ale je tam veľa trosky a nedá sa ľahko odlepiť: musíte pracovať s kladivom.
Možno vás bude zaujímať, ako zvariť altánok z kovovej rúry alebo ako z rúry vyrobiť stodolu na ráme.
Ako vybrať elektródy na invertorové zváranie
V prvom rade sa vyberie zloženie jadra: musí byť podobné druhu zváraného kovu. V domácnosti sa najčastejšie používajú konštrukčné ocele. Elektródy by mali byť z rovnakého drôtu. Niekedy stále musíte variť nehrdzavejúcu oceľ. Potom musí byť jadro tiež z nehrdzavejúcej ocele a pre vysoko legované a tepelne odolné sú vyrobené z kovu s rovnakými vlastnosťami.
Všetky práce okolo domu alebo na stavenisku môžete urobiť pomocou niekoľkých značiek elektród:
- MP-3
- SSSI 13/55
- ANO 21
- OK 63,34
Mnohí ich uznávajú ako najlepšie elektródy pre začiatočníkov, ktorí pracujú s invertorovými zváračkami: práca s nimi je jednoduchšia, zároveň umožňujú zvárať kvalitné švy aj bez výraznejších skúseností.Nižšie sú uvedené charakteristiky a všeobecné použitie tých spotrebných materiálov, ktoré mnohí odborníci považujú za dobré elektródy pre menič. V každom prípade sú často odporúčané pre začínajúcich zváračov na získanie skúseností.
Elektródy s rutilovým povlakom MP 3

Začiatočníkom sa najčastejšie odporúča začať zvládať zvary pomocou elektród MP-3. Ľahko sa zapaľujú aj pri nie veľmi dobrej prúdovo-napäťovej charakteristike zváracieho stroja, poskytujú dobrú ochranu zvarového kúpeľa a uľahčujú ovládanie jeho polohy. Ak sa elektróda nezapáli, pečte ju pri 150-180° 40 minút.
Používajú sa v zariadeniach so striedavým prúdom (zváracie transformátory) a jednosmerným prúdom (zváracie usmerňovače a invertory). Invertory sú zvyčajne zapojené s obrátenou polaritou (+ na elektróde). Vhodné pre akýkoľvek typ švu, okrem zvislého zhora nadol.
Prečítajte si o typoch zváracích strojov tu.
Elektródy MP 3 nie sú náladové pre kvalitu zváraných povrchov. Možno ich použiť aj na nedokončené, hrdzavé a mokré diely. Zváranie sa vykonáva stredným (2-3 mm) alebo krátkym oblúkom.
Funkcia MP 3 je pre začínajúcich zváračov veľmi dôležitá: dobre „držia“ oblúk, ľahko sa s nimi pracuje. Z tohto dôvodu nie všetci profesionáli milujú túto značku: nazývajú ich prskavky. Varia sa príliš jemne: na dobré zahriatie sú potrebné pomalé pohyby. Čo sa nepáči profesionálom, začiatočníkom - čo potrebujú. Skúste začať zváračský tréning s MP3. Mali by ste uspieť.
| Priemer elektródy LEZ MR-3, mm | Dĺžka, mm | Odporúčaný zvárací prúd, А | Hmotnosť balenia, kg | Cena, RUB |
|---|---|---|---|---|
| 2.0 | 250 | 40-60 A | 1.0 | 146 |
| 2,5 | 300 | 60-100 A | 1.0 | 120 |
| 3 | 350 | 70-100 A | 1.0 | 95 |
| 4 | 450 | 80-170 A | 1.0 | 91 |
| 5 | 450 | 130-210 A | 1.0 | 91 |
UONI 13/55 so základným náterom

Toto sú snáď najpoužívanejšie a najobľúbenejšie bázické obalené elektródy. Odporúčajú sa na zváranie uhlíkových a nízkolegovaných ocelí. Vhodné pre spoje kritických konštrukcií. Švy sú odolné voči nárazovému zaťaženiu a plastu, dobre znášajú vplyvy nízkych teplôt.
Nevýhodou týchto elektród je, že sa dobre zapaľujú len pri dostatočne vysokej kľudovej hodnote meniča (nad 70 V). Druhá významná nevýhoda: vysoké požiadavky na čistenie a spracovanie zváraných kovov. Ak na okraji zostane hrdza, prach, olej alebo iné nečistoty, šev bude porézny.
S UONI 13/55 môžete pracovať iba na jednosmerných zváracích strojoch, vrátane tých s invertormi, s obrátenou polaritou (na elektróde sa aplikuje +) a s krátkym oblúkom (špičku elektródy držte bližšie k povrchu na zváranie). Minimálne napätie naprázdno 65 V.
| UONI priemer elektródy 13/55 (výrobca Mezhgosmetiz) | Dĺžka elektródy, mm | Odporúčaný zvárací prúd, А | Maloobchodná cena balenia, RUB |
|---|---|---|---|
| 2.0 | 250 | 30-60 A | |
| 2,5 | 300 | 40-70 A | 127 RUB |
| 3 | 350 | 80-100 A | 116 RUB |
| 4 | 450 | 130-160 A | 111 RUB |
| 5 | 450 | 180-210 A | 110 RUB |
ANO 21
Tento typ rutilovej obalenej elektródy je určený na prácu s tenkými uhlíkovými oceľami. (Prečítajte si o zváraní tenkých kovov tu.) Pri ich použití sa oblúk ľahko zapáli (aj pri opätovnom zapálení), šev sa ukáže ako jemne vločkovitý (od malých vĺn) a troska sa ľahko oddelí. Elektródy ANO 21 je možné použiť na zváranie vodovodných alebo plynových potrubí.

Pracujte so striedavým aj jednosmerným prúdom akejkoľvek polarity. Pred zváraním je potrebné tepelné spracovanie: sú kalcinované pri teplote 120 °C počas 40 minút.
| Priemer, mm | Spodná poloha elektródy | Zvislá poloha elektródy | Pozícia stropnej elektródy |
|---|---|---|---|
| 2 | aktuálne 50-90 A | aktuálne 50-70 A | aktuálne 70-90A |
| 2,5 | aktuálne 60-110A | aktuálne 60-90 A | aktuálne 80100 A |
| 3 | aktuálne 90-140A | aktuálne 80-100 A | aktuálne 100-130A |
Elektródy na nerez OK 63.34
Ak potrebujete zvárať nehrdzavejúcu oceľ, skúste OK 63.34. Môžu tiež zvárať konštrukčné ocele. Výsledkom je šev s jemnou vlnou s plynulým prechodom na hlavný povrch kovu. Množstvo trosky je malé, ľahko sa odbíja.
Touto elektródou je dobré zvárať zvislé zvary na kove 6-8 mm, prechádzajúc zhora nadol. Vhodné pre viacprechodové zváranie tupých a preplátovaných spojov. Pracuje s jednosmerným a striedavým prúdom akejkoľvek polarity, minimálne napätie naprázdno je 60 V.

Na zváranie budete ešte potrebovať masku. Aby ste si uľahčili prácu, vezmite si masku na zváranie chameleóna.
Ako vybrať priemer elektródy, ako ju pripojiť a akú silu prúdu nastaviť
Výber značky elektród pre invertor nie je všetko. Aj keď ste sa rozhodli, ostávajú aspoň tri otázky:
- aký priemer elektródy použiť pri zváraní;
- aký prúd nastaviť;
- na aký výstup "+" alebo "-" pripojiť elektródu.
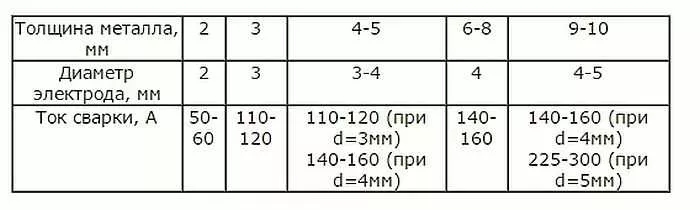
Prvé veci. Začnime s tým, aký priemer elektródy je potrebný na zváranie. Vo všeobecnosti sa odporúča vychádzať z hrúbky zváraných kovov: pre malé hrúbky sa elektróda odoberá s priemerom rovnakej veľkosti ako kov. Ak zvárate kov s hrúbkou 3 mm, vezmite elektródy rovnakej veľkosti. Ak varíte niečo hrubšie, odoberte 4 mm. Ale pre začiatočníkov bude ťažké pracovať s veľkými elektródami. Začnite zvládnuť zváranie s hrúbkou kovu 3-4 mm. Na to použite elektródy 3 mm, alebo ako sa hovorí "trojka" .
Pokiaľ ide o to, ku ktorému výstupu pripojiť elektródy. Technické špecifikácie na balení s najväčšou pravdepodobnosťou naznačujú, pre akú polaritu je elektróda určená.Pri spätnom pripojení je na kladný výstup pripojená elektróda a na záporný výstup je pripojená spona, ktorá je pripevnená k dielu. Pri priamej polarite sa na časť vysadí plus, na elektródu sa aplikuje mínus. Ako to vyzerá na zváracom invertore je na fotke.

Aký je rozdiel medzi týmito dvoma typmi spojenia? Tok elektrónov má iný smer. Ako viete, elektróny sa pohybujú z "mínus" do "plus" . Preto sa pri zváraní ukazuje, že prvok, ktorý je pripojený k „+“, sa viac zahrieva. Zmenou režimov pripojenia môžete ovládať intenzitu ohrevu kovu.
Uvažujme o niekoľkých situáciách. Napríklad máte 3 mm elektródu, 2 mm kov. Ak na dielec použijete „+“, môže dôjsť k vyhoreniu. Preto je v tomto prípade lepšie použiť opačnú polaritu, pri ktorej sa elektróda viac zahreje. Ak chcete zvárať 6 mm kov s rovnakou trojicou, je lepšie to urobiť s priamou polaritou: týmto spôsobom bude ohrev kovu hlbší a šev bude odolnejší.
Ako si vybrať zvárací invertor čítajte tu. Možno vás bude zaujímať stavba plotu z vlnitej lepenky.
Zvárací prúd
Vo všeobecnosti platí, že pri inštalácii elektródy sa zvárací prúd pre invertor nastavuje v závislosti od priemeru použitej elektródy. Vo všeobecnosti sú na každom balení odporúčania, ale môžete to urobiť bez nich: na každý milimeter priemeru sa odoberá prúd 20-30 ampérov. Ukazuje sa pomerne široký rozsah, ale potom musíte zvážiť aj to, ako šev položíte: s medzerou alebo bez nej. Pre zváranie bez separácie sú nastavené nižšie prúdy, s oddelením - vyššie prúdy.
Napríklad pre elektródu s priemerom 3 mm sa vypočítaný prúd získa od 60 A do 90 A. Skutočne pracujte v rozsahu od 30 ampérov do 140 ampérov. Pri zváraní bez prerušenia je nastavený prúd rádovo 70-90 A s odstupom - 90-120 A. Tieto parametre môžu „chodiť“ oboma smermi: závisí to aj od rýchlosti hrotu elektródy, od značka a „tekutosť“ zváranej ocele podľa polohy spoja (pre vertikálny a horizontálny spoj dali o niečo menej, pre strop - ešte menej).
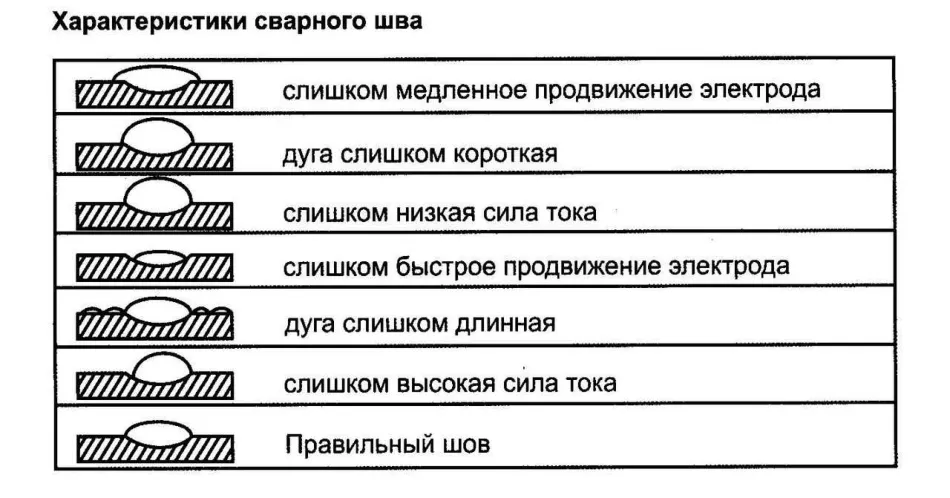
Vo všeobecnosti ani prúdy odporúčané výrobcom nie sú ani zďaleka podmienkou. Začnite s nimi a potom si vyberte tak, aby sa vám pracovalo pohodlne a šev bol dobrý. Mali by ste získať kvalitné pripojenie a pomer sily prúdu a rýchlosti pohybu si zvolíte experimentálne. V tomto prípade sa riaďte stavom zvarového kúpeľa. Ona je vaším hlavným ukazovateľom kvality.
Tu si prečítajte o varení pomocou invertorového zvárania.
Teraz už viete nielen to, ako si vybrať elektródy pre invertorové zváranie, ale aj ako ich pripojiť, aký priemer na túto prácu potrebujete a ako zvoliť prúd pre každý typ elektródy a zvaru. Teraz si povieme niečo o držiakoch elektród.
Držiaky elektród
Jeden zo zváracích káblov má držiak (držiak), do ktorého sa vkladá zváracia elektróda. Sú dvoch typov:
- so spúšťovým kľúčom, elektróda sa do nich automaticky upne po uvoľnení pružinového tlačidla, uvoľní sa pri jeho stlačení;
- závitové - rukoväť sa otáča a odvíja, čím sa uvoľňuje alebo zviera vložené jadro elektródy.
Ktorý je lepší? Je to na vás, ale náhodným stlačením klávesu môžete elektródu pri zváraní spadnúť. Nič hrozné sa s tým nestane, ale je to nepríjemné
Pri výbere držiaka elektródy treba dbať hlavne na silu prúdu, na ktorú je určený. Vyberte si podľa maximálneho parametra, ktorý je k dispozícii pre váš zvárací stroj.
Ako pripojiť kábel k držiaku zváracej elektródy so závitovou svorkou je znázornené na videu.
Nevýhodou držiaka na štipce je, že časom sa oslabuje pružina, ktorá stláča jadro elektródy, zhoršuje sa kontakt. Musíte vložiť nový. Ako to urobiť na štipci, pozri video.
Pripojenie držiaka elektródy na zváranie je jednoduché. Existuje len jedno upozornenie: pri častej práci je zvárací kábel rozstrapkaný o jeho okraj. Kábel môžete samozrejme skrátiť a pretesniť, no nie vždy sa vám chce odrezať čo i len 10-20 cm, aby ste tomu zabránili, nájdite hadicu, ktorej vnútorný priemer je rovnaký alebo o niečo menší ako vonkajší priemer zváraného kábla. Odrežte z neho malý kúsok - 15 centimetrov - a nakrájajte. Teraz ho môžete nasadiť na kábel, vytiahnuť a pripevniť tam.