
Pomôžte rozvoju stránky a zdieľajte článok s priateľmi!
Zváranie tenkého kovu je výzvou aj pre niektorých skúsených zváračov. Začiatočníci vo zváraní to majú vo všeobecnosti ťažké. Pravidlá, ktoré tu fungujú, nie sú vôbec rovnaké ako pri zváraní hrubých výrobkov: existuje veľa funkcií a ťažkostí, čo sťažuje výber režimov a elektród. Je to jednoduchšie s poloautomatickými zváracími strojmi, ale v každodennom živote sú dosť zriedkavé, invertory sú oveľa bežnejšie. Tu budeme hovoriť o zváraní tenkého kovu pomocou meniča.
A prvým problémom pri zváraní tenkého kovu je, že ho nemôžete príliš zahriať: vyhorí, tvoria sa diery.Preto fungujú na princípe „čím rýchlejšie, tým lepšie“ a vôbec nehovoríme o žiadnych trajektóriách pohybu elektród. Plech sa zvára vedením elektródy v jednom smere - pozdĺž švu bez akýchkoľvek odchýlok.
Druhým problémom je, že musíte pracovať pri nízkych prúdoch, čo vedie k tomu, že oblúk musí byť krátky. Pri miernom oddelení to jednoducho zhasne. Problémy môžu byť aj so zapálením oblúka, preto používajte prístroje s dobrou prúdovo-napäťovou charakteristikou (napätie naprázdno nad 70 V) a plynulou reguláciou zváracieho prúdu, ktorý začína od 10 A.
Ďalší problém: pri silnom zahrievaní sa mení geometria tenkých plechov: ohýbajú sa vo vlnách. Zbaviť sa tohto nedostatku je veľmi ťažké. Jedinou možnosťou je snažiť sa neprehrievať alebo neodvádzať teplo (o metóde chladiča si prečítajte nižšie).
Pri zváraní tenkých plechov na tupo sa ich okraje starostlivo opracujú a očistia.Prítomnosť nečistôt a hrdze spôsobí, že zváranie bude ešte problematickejšie. Preto všetko starostlivo zarovnajte a vyčistite. Obliečky sú umiestnené veľmi blízko seba - bez medzery. Podrobnosti sú upevnené pomocou svoriek, svoriek a iných zariadení. Potom sa diely každých 7-10 cm prelepia krátkymi švami - cvočkami. Zabraňujú pohybu častí a je menej pravdepodobné, že sa ohnú.

Ako variť tenký kov s invertorom
Zváračky na jednosmerný prúd sú dobré, pretože môžeme zvárať s obrátenou polaritou. Za týmto účelom pripojte kábel s držiakom elektródy k „+“ a pripojte „-“ k dielu. Pri tomto zapojení sa elektróda zohreje viac a kov sa zohreje minimálne.
Ako si vybrať zvárací invertor pre váš dom alebo záhradu si prečítajte tu.
Je potrebné variť s použitím najtenších elektród: od 1,5 mm do 2 mm. V tomto prípade si musíte vybrať s vysokým koeficientom topenia: potom aj pri nízkych prúdoch bude šev vysokej kvality.Prúd je nastavený na malý. Pre elektródy s veľkosťou 1,5 mm by to malo byť asi 30-45 ampérov, pre "dva" - 40-60 ampérov. V skutočnosti niekedy uvádzajú ešte nižšie: dôležité je, aby ste mohli pracovať.
| Hrúbka kovu, mm | 0,5mm | 1,0 mm | 1,5mm | 2,0 mm | 2,5mm |
|---|---|---|---|---|---|
| Priemer elektródy, mm | 1,0 mm | 1,6mm - 2mm | 2 mm | 2,0 mm - 2,5 mm | 3mm |
| Aktuálne, А | 10-20 ampérov | 30-35 ampérov | 35-45mm | 50-65mm | 65-100 mm |
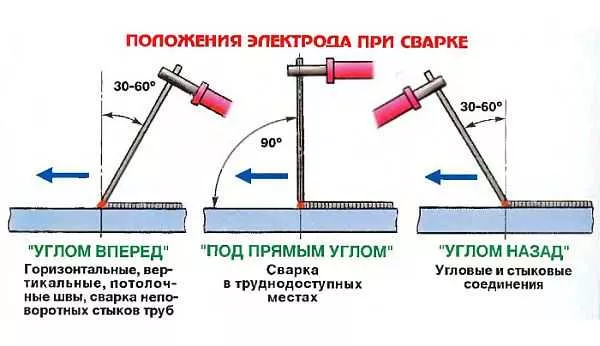
Aby sa kov menej zahrieval, sú diely umiestnené vo zvislom alebo aspoň šikmom smere.Potom sa varia zhora nadol a špičkou elektródy sa pohybujú presne v tomto smere (bez vychýlenia alebo návratu). Uhol sklonu je uhol dopredu, pričom jeho hodnota je 30-40 °. Zahrievanie kovu bude teda minimálne a toto je jedna z najdôležitejších úloh pri zváraní tenkých kovov.
Všeobecné odporúčanie pre výber elektród na zváranie tenkých kovov: na takúto prácu si kúpte kvalitné elektródy z dovozu. Bude menej problémov.
O výrobe stodoly na kovovom ráme si prečítajte tu.
Techniky a metódy zvárania tenkých plechov
Niekedy je potrebné zvárať tenké plechy pod uhlom. V tomto prípade je vhodnejšie použiť metódu lemovania: okraje plechu sú ohnuté do požadovaného uhla, pripevnené krátkymi priečnymi švami každých 5-10 cm. šev zhora nadol.
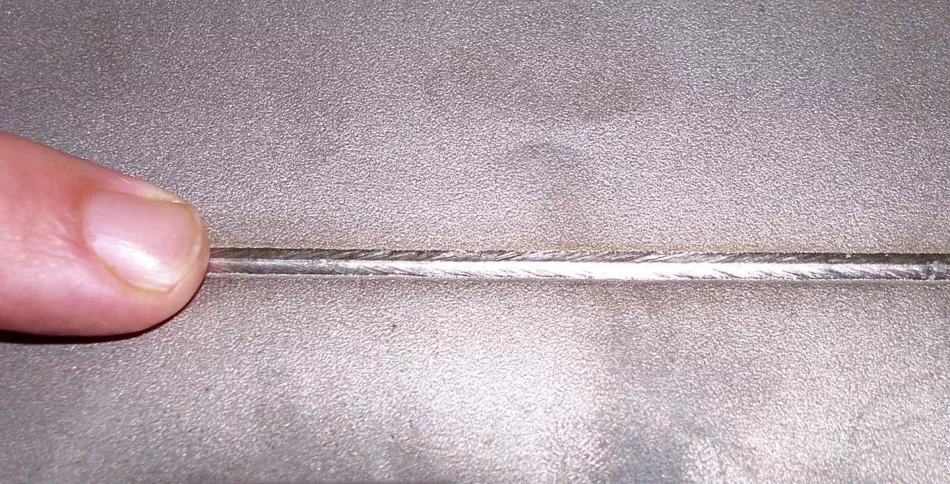
Video ukazuje, ako zvárať tenký plech elektródou pomocou zváracieho invertora. Používa sa metóda lemovania: okraje dielov sa prehnú a potom sa na niekoľkých miestach prelepia krátkymi švami. Nasleduje zváranie tenkou elektródou s hrúbkou 2 mm.
Nie vždy je možné vyhnúť sa prepáleniu pri zváraní bez oddelenia. Potom sa môžete pokúsiť na chvíľu odtrhnúť oblúk a potom znova spustiť elektródu na to isté miesto a posunúť ju o niekoľko milimetrov. Takže odtrhnite a vráťte oblúk a varte. Pri tejto metóde sa ukazuje, že kov má čas vychladnúť počas prerušenia oblúka. Vo videu uvidíte, ako sa zmení farba miesta zvárania po odstránení elektródy. Hlavná vec je nenechať kov príliš vychladnúť.
Zváranie tenkého kovu s prerušením oblúka je demonštrované v prvej časti videa. Spôsob dokovania je prekrývací (jedna časť prekrýva druhú o 1-3 cm), používa sa elektróda s rutilovým povlakom (pre konštrukčné a nízkolegované ocele). Potom je znázornené zváranie nehrdzavejúcej ocele nehrdzavejúcou elektródou s hlavným povlakom a nakoniec je spoj železného kovu zvarený rovnakou elektródou z nehrdzavejúcej ocele. Mimochodom, šev sa ukázal byť kvalitnejší ako pri použití odporúčaných elektród.
O výbere elektród na zváranie invertorovým strojom si prečítajte tu.
Ak pri zváraní tenkého kovu nie je potrebný súvislý zvar, použije sa bodový zvar. Pri tomto spôsobe zvárania malej veľkosti sú cvočky umiestnené v krátkej vzdialenosti vedľa seba. Táto metóda sa nazýva prerušované šitie.

Vo všeobecnosti je zváranie tenkého železa zváraním natupo náročné. Prekrývanie je jednoduchšie: diely sa toľko neprehrievajú a je menšia šanca, že všetko „povedie“.
Prečítajte si o typoch zvarov a spojov tu.
Pri zváraní tenkého kovového tupu môžete medzi plechy položiť tenký drôt s priemerom 2,5-3,5 mm (na poškodené elektródy môžete natrieť povlak a použiť). Je umiestnený tak, že na prednej strane je zarovnaný s povrchom kovu a na nesprávnej strane vyčnieva takmer o polovicu priemeru.Pri zváraní je oblúk vedený pozdĺž tohto drôtu. Preberá hlavné tepelné zaťaženie a zvárané plechy sú ohrievané obvodovými prúdmi. Zároveň sa neprehrievajú, nedeformujú, šev je hladký, bez známok prehrievania. Po odstránení drôtu je ťažké vidieť stopy jeho prítomnosti.
Ďalším spôsobom je dať pod spoj medené pláty. Meď má veľmi vysokú tepelnú vodivosť - 7-8 krát vyššiu ako oceľ. Položený pod miestom zvárania odoberá značnú časť tepla a zabraňuje prehriatiu kovu. Tento spôsob zvárania tenkých kovov sa nazýva "s chladičmi" .
Ako zvárať kovový altánok si prečítajte tu. Možno vás bude zaujímať čítanie o tom, ako vyrobiť gril z plynovej fľaše alebo kovu? Vec je potrebná a vhodná na zvládnutie zvárania.
Pozinkové zváranie
Pozinkovaná oceľ - rovnaký tenký plech, len pokrytý vrstvou zinku.Ak ho potrebujete zvárať, na okrajoch, ktoré sa majú zvárať, budete musieť tento povlak úplne odstrániť, na holú oceľ. Spôsobov je viacero. Prvým je mechanické odstránenie: brúsnym kotúčom na brúske alebo brúske, brúsnym papierom a kovovou kefou. Existuje aj iný spôsob - vyhorieť zváraním. V tomto prípade elektróda prechádza dvakrát pozdĺž švu. V tomto prípade sa zinok odparuje (vyparuje sa pri 900 ° C) a jeho výpary sú veľmi toxické. Takže tieto práce je možné vykonávať buď na ulici, alebo ak je na pracovisku odsávač pár. Po každom prechode musíte zostreliť tok.

Po úplnom odstránení zinku začína samotné zváranie. Pri zváraní pozinkovaných rúr budú potrebné dva prechody s rôznymi elektródami, aby sa dosiahol dobrý šev. Prvý šev je zváraný elektródami potiahnutými rutilom, napríklad MP-3, ANO-4, OZS-4. V tomto prípade majú oscilácie veľmi malú amplitúdu. Horný šev - obklad by mal byť širší. Približne sa rovná trom priemerom elektródy.Dôležité je neponáhľať sa a dobre prevariť. Tento priechod sa používa so zásaditými obalenými elektródami (napríklad UONI-13/55, UONI-13/45, DSK-50).
Prečítajte si viac o výbere elektród na zváranie invertorom tu.