
- Spôsoby pripojenia
- Typy spájkovaných medených armatúr
- Spotrebný materiál a nástroje
- Technológia medeného spájkovania krok za krokom
Pomôžte rozvoju stránky a zdieľajte článok s priateľmi!
Úplne medené inštalatérske práce alebo kúrenie sa dnes robí len zriedka, ale stále sa robí. Ak počítate s počtom rokov, počas ktorých môže meď slúžiť, ukáže sa to nielen lacné, ale aj veľmi lacné. Napriek tomu samotný materiál nie je najlacnejší, ale môžete ušetriť na inštalácii - spájkovanie medených rúr nie je najťažšia úloha na svete. Existujú určité pravidlá a funkcie, s vedomím, ktoré môžete dosiahnuť vysokokvalitné pripojenie.
Druhy medených rúr a ich použitieNa trhu sú dva typy medených rúr: žíhané a nežíhané. Žíhané po vytvorení sa podrobia dodatočnému tepelnému spracovaniu - zahrejú sa na 600-700 °C.Týmto postupom sa vracia pružnosť materiálu, ktorá sa pri lisovaní stráca. Preto sú žíhané rúry drahšie, ale aj ohybnejšie – znesú aj zamŕzajúcu vodu. Medzi nevýhody týchto výrobkov patrí nižšia pevnosť - zahrievaním sa znižuje.

Nežíhané medené rúry sú pevnejšie, ale ťažko sa ohýbajú. Pri rozvode vodovodu alebo kúrenia sa rozrežú na kusy a všetky kohútiky sa zhotovia pomocou vhodných tvaroviek.
Existujú medené rúry s rôznou hrúbkou steny, predávané žíhané vo zvitkoch 25 a 50 metrov, nežíhané v 3 metroch. Ak hovoríme o čistote materiálu, potom podľa GOST 859-2001 musia výrobky obsahovať najmenej 99% medi.
Spôsoby pripojenia
Najčastejšie sa medené rúry spájajú spájkovaním a sadou špeciálnych tvarových prvkov - tvaroviek. Existujú aj armatúry na tlakové skúšky. Majú nainštalované drážky s gumovým tesniacim krúžkom.Sú zlisované špeciálnymi kliešťami. Táto technológia sa však používa zriedkavo - spájkovanie sa považuje za spoľahlivejšie.

Existujú dve technológie na spájkovanie medených rúr pomocou rôznych spájok:
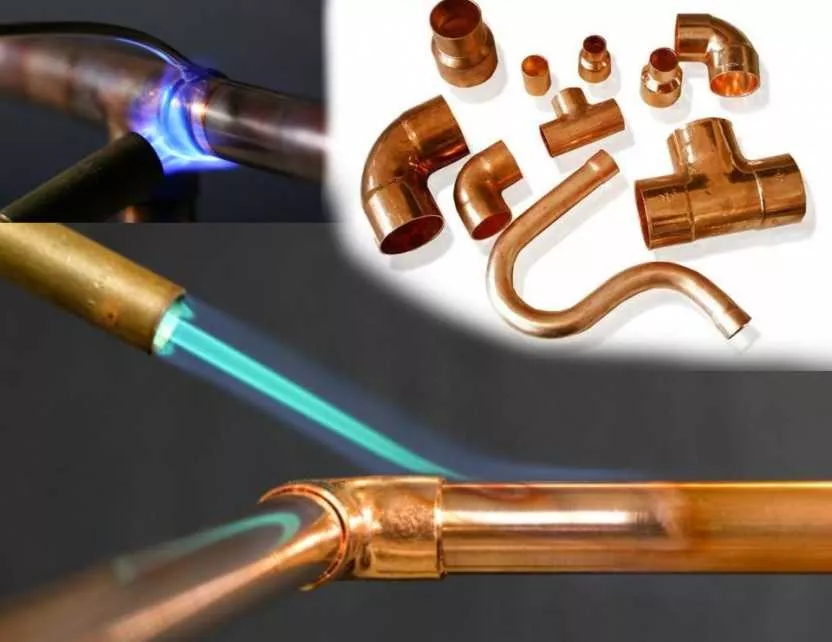
- Nízka teplota - s mäkkou spájkou. Len náš prípad. Tento typ pripojenia sa používa pri ukladaní vodovodných potrubí a vykurovacích systémov s teplotou média do 110°C. Nízka teplota je relatívny pojem. V spájkovacej zóne sa materiály zahrievajú na 250-300°C.
- Pájkovanie pri vysokej teplote. Tento typ pripojenia sa používa v sieťach s vysokým tlakom a teplotou prepravovaného média. V domácich sieťach - zriedka (aj keď to nikto nezakazuje), častejšie v priemyselných sieťach.
Aký typ spájkovacích medených rúrok použiť, je vaša voľba. Oba typy sú vhodné pre vodoinštaláciu aj kúrenie. Vysoká teplota však vyžaduje profesionálny horák, zatiaľ čo mäkkú spájku je možné roztaviť aj pomocou horáka alebo lacného ručného horáka s malým jednorazovým plynovým kanistrom.Na pripojenie medených rúr s malým priemerom nie je potrebné viac.
Typy spájkovaných medených armatúr
Vo všeobecnosti existuje viac ako dva tucty rôznych tvaroviek pre medené rúry - tvarovky, najčastejšie sa však používajú tri druhy:
- spojky - na spojenie dvoch rúrok;
- rohy - na otáčanie;
- tees - na vytváranie odbočiek v potrubí.
Počet použitých tvaroviek je možné minimalizovať - meď je možné ohýbať, čím sa zníži počet potrebných uhlov. Ak je to potrebné, môžete to urobiť aj bez spojok: jeden koniec rúrok je možné rozšíriť (pomocou expandéra) tak, aby do neho vstúpila rúrka a bola tam medzera, aby sa tam dostala spájka (asi 0,2 mm). Pri vytváraní nadstavca sa potrubia musia prekrývať aspoň o 5 mm, ale lepšie je viac.
Bez čoho sa ťažko zaobídete, sú tričká. Existuje zariadenie na naklepávanie konára - korálkovačka, ktorá však patrí k profi a stojí veľa. Takže v tomto prípade je to lacnejšie a jednoduchšie si vystačiť s tričkami.

Existujú dva typy tvaroviek – normálne, s objímkami, ktoré poskytujú požadovanú vôľu pre tok spájky. Spájka sa privádza do zváracej zóny ručne. Existujú armatúry so zabudovanou spájkou. Potom sa na objímke vytvorí drážka, do ktorej sa pri výrobe nainštaluje kúsok spájky, čo uľahčuje proces spájkovania - stačí zahriať zváraciu zónu, ale to vedie k zvýšeniu nákladov na armatúry.
Spotrebný materiál a nástroje
Okrem rúr a tvaroviek budete potrebovať aj horák, spájku a tavidlo - na samotné spájkovanie. A tiež ohýbačku rúr a pár súvisiacich drobností na spracovanie pred začatím prác.

Spájka a tavidlo
Spájkovanie medených rúr akéhokoľvek typu sa vykonáva pomocou taviva a spájky. Spájka je zliatina zvyčajne na báze cínu s určitou teplotou topenia, ale nevyhnutne nižšou ako má meď. Privádza sa do spájkovacej zóny, zahrieva sa do kvapalného stavu a prúdi do spoja.Po ochladení poskytuje tesné a odolné spojenie.
Na amatérske spájkovanie medených rúrok vlastnými rukami sú vhodné spájky na báze cínu s prídavkom striebra, bizmutu, antimónu, medi. Za najlepšie sa považujú zlúčeniny s prídavkom striebra, ale sú najdrahšie, optimálne s prísadou medi. Existuje aj s prídavkom olova, ale nemali by sa používať v inštalatérstve. Všetky tieto typy spájok poskytujú dobrú kvalitu spojov a ľahké spájkovanie.

Mäkká spájka sa predáva v malých kotúčoch, tvrdá spájka sa predáva vo zväzkoch, narezaná na kúsky.
Pred spájkovaním sa spoj ošetrí tavidlom. Tavidlo je kvapalné alebo pastovité činidlo, ktoré spôsobuje, že roztavená spájka steká do spoja. Tu nie je nič zvláštne na výber: akékoľvek tavidlo na meď bude stačiť. Na nanášanie tavidla budete potrebovať aj malý štetec. Lepšie s prírodnými štetinami.
Spalovač
Na prácu s mäkkou spájkou si môžete kúpiť malú ručnú baterku s jednorazovou plynovou fľašou. Tieto valce sú pripevnené k rukoväti, majú objem 200 ml. Napriek tomu, že je malý, teplota plameňa je 1100°C a viac, čo je viac než dosť na roztavenie mäkkej spájky.
Na čo by ste si mali dať pozor je prítomnosť piezoelektrického zapaľovania. Táto funkcia nie je v žiadnom prípade zbytočná - bude to jednoduchšie pracovať. Na rukoväti ručného plynového horáka je umiestnený ventil. Reguluje dĺžku plameňa (intenzitu prívodu plynu). Ten istý ventil uzavrie plyn, ak je potrebné horák uhasiť. Bezpečnosť zaisťuje spätný ventil, ktorý v prípade neprítomnosti plameňa uzavrie prívod plynu.

Niektoré modely majú deflektor plameňa. Nedovoľuje, aby sa plameň rozptýlil a vytváral vyššiu teplotu v spájkovacej zóne. Vďaka tomu vám baterka s reflektorom umožňuje pracovať aj na tých najnevhodnejších miestach.
Pri práci v domácich a poloprofesionálnych modeloch musíte byť opatrní - neprehrievajte jednotku, aby sa plast neroztopil. Preto sa neoplatí robiť veľa dávok naraz - je lepšie nechať zariadenie vychladnúť a pripraviť ďalší spoj v tomto čase.
Súvisiaci obsah
Na rezanie medených rúr potrebujete rezačku rúr alebo pílku na železo s kovovou čepeľou. Rez musí byť striktne vertikálny, čo poskytuje rezač rúrok. A aby ste zaručili rovnomerný rez pílkou, môžete použiť bežnú stolársku pokosovú skrinku.

Pri príprave fajok je potrebné ich vyčistiť. Na to sú špeciálne kovové kefy a kefy (na čistenie vnútorného povrchu), ale vystačíte si s brúsnym papierom so strednou a jemnou zrnitosťou.
Na odstránenie otrepov z rezov existujú úkosovače. Rúrka, ktorú vypracovali, lepšie zapadá do tvarovky – jej hrdlo je len o zlomok milimetra väčšie ako vonkajší priemer. Takže najmenšia odchýlka vedie k ťažkostiam. Ale v zásade sa všetko dá odstrániť brúsnym papierom. Zaberie to len viac času.
Je tiež žiaduce mať ochranné okuliare a rukavice. Väčšina domácich majstrov zanedbáva tieto bezpečnostné prvky, ale popáleniny sú veľmi nepríjemné. Toto sú všetky materiály a nástroje, ktoré potrebujete na spájkovanie medených rúrok.
Technológia medeného spájkovania krok za krokom
Pájkovanie medených rúr začína prípravou spoja. Spoľahlivosť spojenia závisí od kvality prípravy, preto tomuto procesu venujte dostatok času a úsilia.
Príprava jointu
Ako už bolo spomenuté, rez potrubia musí byť striktne zvislý, bez otrepov, potrubie nesmie byť zaseknuté, okraj musí byť rovný a hladký. Ak sú čo i len nepatrné odchýlky, zoberieme úkosovačku alebo brúsny papier a strih uvedieme do ideálu.

Potom vezmite armatúru, vložte do nej potrubie. časť, ktorá ide do zásuvky, je potrebné vyčistiť. Potrubie vyberieme a vrchnú zoxidovanú vrstvu z tejto časti potrubia odstránime brúsnym papierom. Potom vykonáme rovnakú operáciu s vnútorným povrchom zásuvky.
Aplikácia toku
Tavidlo sa nanáša na celý čistený povrch – zvonku potrubia a zvnútra tvarovky. Tu nie sú žiadne ťažkosti - kompozícia je rovnomerne rozložená štetcom.

Spájkovanie
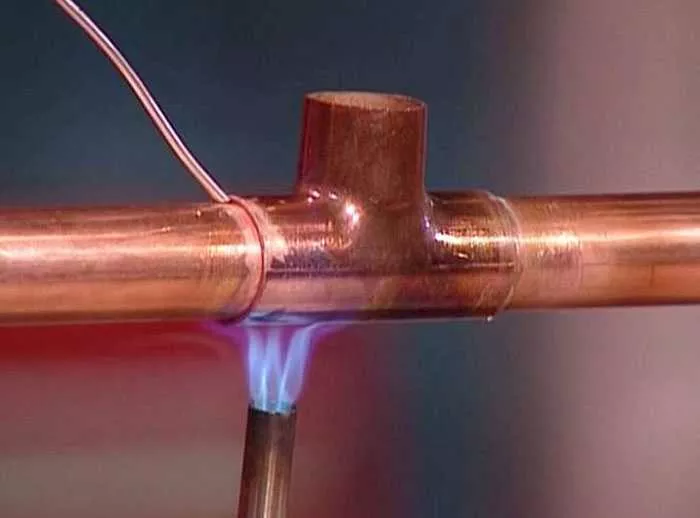
Spracované fragmenty potrubia sa vložia do seba a zafixujú. Ak je k dispozícii asistent, môže držať časti nehybne. Ak nie, budete musieť prísť na to sami. Ďalej sa horák zapáli, plameň je nasmerovaný na križovatku. Teplota plameňa je od tisíc stupňov a viac a spoj sa musí zahriať na 250-300 °C, čo trvá 15-25 sekúnd. Zároveň sa môžete zamerať na farbu tavidla - akonáhle stmavne, je čas zaviesť spájku.
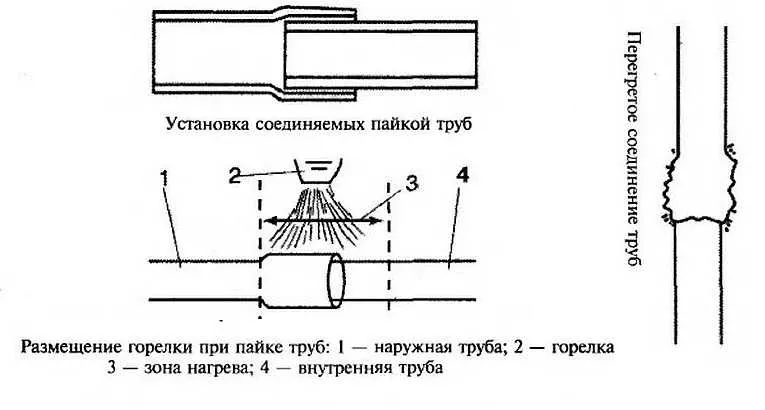
Aby bol ohrev rovnomerný, nasmerujte plameň horáka do stredu spoja. Potom sa celá zóna zvárania zahrieva rovnomernejšie.

Spájka sa vstrekuje do spoja - kde sa spája tvarovka a rúrka. Ako sa zahrieva, začína sa topiť, šíri sa a vypĺňa medzeru medzi prvkami. Môžete ho naniesť len do polovice dĺžky – po roztopení zatečie do zvyšku spoja.V skutočnosti je to všetko - spájkovanie medených rúr je dokončené. Všetky ostatné spojenia robia to isté.
Pri použití tvrdej spájky je všetko takmer rovnaké, používajú sa len iné horáky - plynový plameň a pri procese spájkovania je potrebné rúrku otáčať, pričom zmäknutú spájku ovíjame okolo rúrky.